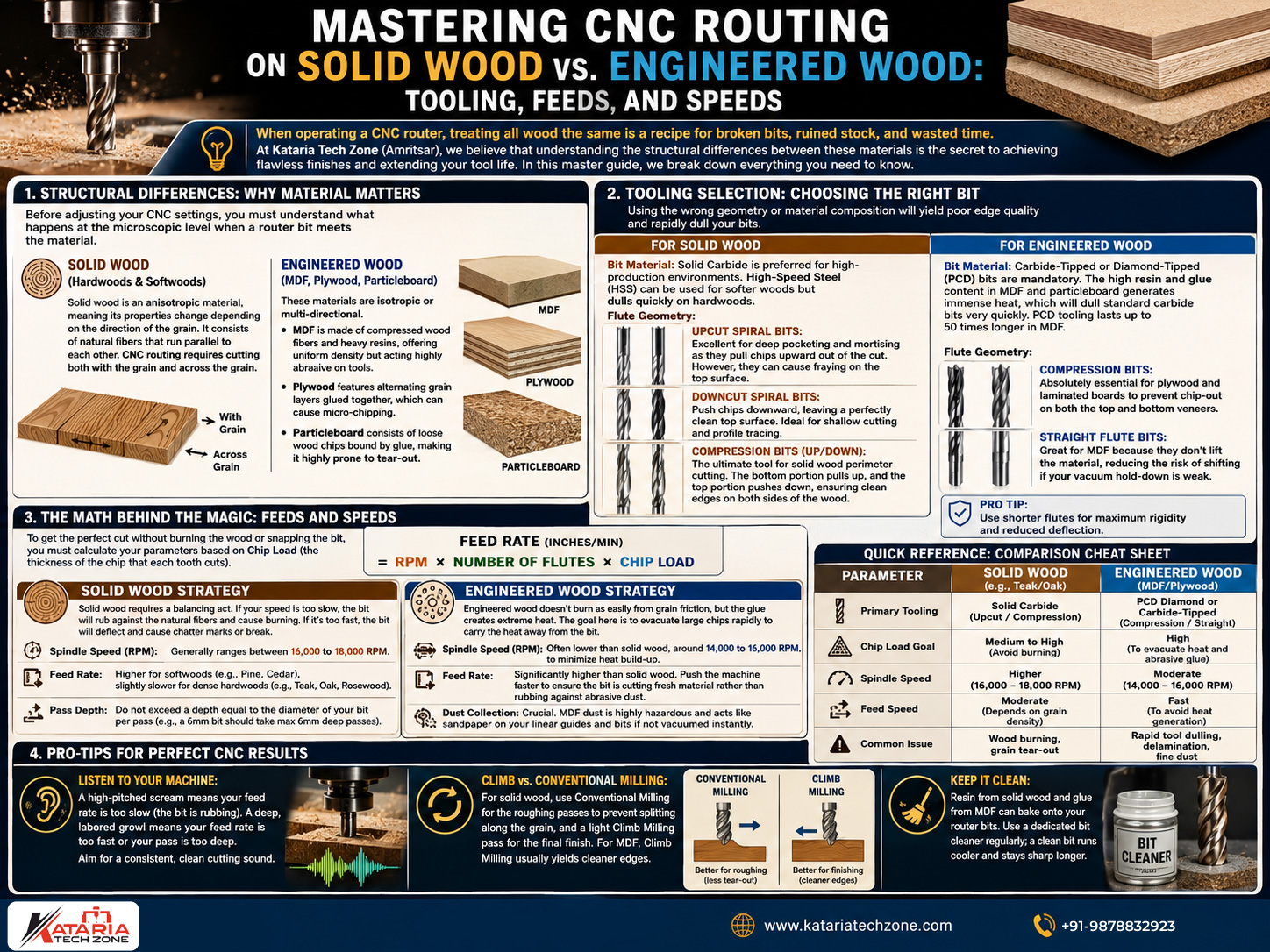
When operating a CNC router, treating all wood the same is a recipe for broken bits, ruined stock, and wasted time. While solid wood and engineered wood (like MDF, plywood, and particleboard) are both derived from trees, they behave like completely different materials under a CNC spindle.
At Kataria Tech Zone (Amritsar), we believe that understanding the structural differences between these materials is the secret to achieving flawless finishes and extending your tool life.
In this master guide, we break down everything you need to know about tooling, feeds, and speeds for solid wood versus engineered wood.
1. Structural Differences: Why Material Matters
Before adjusting your CNC settings, you must understand what happens at the microscopic level when a router bit meets the material.
- Solid Wood (Hardwoods & Softwoods): Solid wood is an anisotropic material, meaning its properties change depending on the direction of the grain. It consists of natural fibers that run parallel to each other. CNC routing requires cutting both with the grain and across the grain.
- Engineered Wood (MDF, Plywood, Particleboard): These materials are isotropic or multi-directional.
- MDF is made of compressed wood fibers and heavy resins, offering uniform density but acting highly abrasive on tools.
- Plywood features alternating grain layers glued together, which can cause micro-chipping.
- Particleboard consists of loose wood chips bound by glue, making it highly prone to tear-out.
2. Tooling Selection: Choosing the Right Bit
Using the wrong geometry or material composition will yield poor edge quality and rapidly dull your bits.
For Solid Wood
- Bit Material: Solid Carbide is preferred for high-production environments. High-Speed Steel (HSS) can be used for softer woods but dulls quickly on hardwoods.
- Flute Geometry: * Upcut Spiral Bits: Excellent for deep pocketing and mortising as they pull chips upward out of the cut. However, they can cause fraying on the top surface.
- Downcut Spiral Bits: Push chips downward, leaving a perfectly clean top surface. Ideal for shallow cutting and profile tracing.
- Compression Bits (Up/Down): The ultimate tool for solid wood perimeter cutting. The bottom portion pulls up, and the top portion pushes down, ensuring clean edges on both sides of the wood.
For Engineered Wood
- Bit Material: Carbide-Tipped or Diamond-Tipped (PCD) bits are mandatory. The high resin and glue content in MDF and particleboard generates immense heat, which will dull standard carbide bits very quickly. PCD tooling lasts up to 50 times longer in MDF.
- Flute Geometry:
- Compression Bits: Absolutely essential for plywood and laminated boards to prevent chip-out on both the top and bottom veneers.
- Straight Flute Bits: Great for MDF because they don’t lift the material, reducing the risk of shifting if your vacuum hold-down is weak.
3. The Math Behind the Magic: Feeds and Speeds
To get the perfect cut without burning the wood or snapping the bit, you must calculate your parameters based on Chip Load (the thickness of the chip that each tooth cuts).
Feed Rate (Inches/min) = RPM x Number of Flutes x Chip Load
Solid Wood Strategy
Solid wood requires a balancing act. If your speed is too slow, the bit will rub against the natural fibers and cause burning. If it’s too fast, the bit will deflect and cause chatter marks or break.
- Spindle Speed (RPM): Generally ranges between 16,000 to 18,000 RPM.
- Feed Rate: Higher for softwoods (e.g., Pine, Cedar), slightly slower for dense hardwoods (e.g., Teak, Oak, Rosewood).
- Pass Depth: Do not exceed a depth equal to the diameter of your bit per pass (e.g., a 6mm bit should take max 6mm deep passes).
Engineered Wood Strategy
Engineered wood doesn’t burn as easily from grain friction, but the glue creates extreme heat. The goal here is to evacuate large chips rapidly to carry the heat away from the bit.
- Spindle Speed (RPM): Often lower than solid wood, around 14,000 to 16,000 RPM, to minimize heat build-up.
- Feed Rate: Significantly higher than solid wood. Push the machine faster to ensure the bit is cutting fresh material rather than rubbing against abrasive dust.
- Dust Collection: Crucial. MDF dust is highly hazardous and acts like sandpaper on your linear guides and bits if not vacuumed instantly.
Quick Reference: Comparison Cheat Sheet
| Parameter | Solid Wood (e.g., Teak/Oak) | Engineered Wood (MDF/Plywood) |
| Primary Tooling | Solid Carbide (Upcut / Compression) | PCD Diamond or Carbide-Tipped (Compression / Straight) |
| Chip Load Goal | Medium to High (Avoid burning) | High (To evacuate heat and abrasive glue) |
| Spindle Speed | Higher (16,000 – 18,000 RPM) | Moderate (14,000 – 16,000 RPM) |
| Feed Speed | Moderate (Depends on grain density) | Fast (To avoid heat generation) |
| Common Issue | Wood burning, grain tear-out | Rapid tool dulling, delamination, fine dust |
4. Pro-Tips for Perfect CNC Results
- Listen to Your Machine: A high-pitched scream means your feed rate is too slow (the bit is rubbing). A deep, labored growl means your feed rate is too fast or your pass is too deep. Aim for a consistent, clean cutting sound.
- Climb vs. Conventional Milling: For solid wood, use Conventional Milling for the roughing passes to prevent splitting along the grain, and a light Climb Milling pass for the final finish. For MDF, Climb Milling usually yields cleaner edges.
- Keep it Clean: Resin from solid wood and glue from MDF can bake onto your router bits. Use a dedicated bit cleaner regularly; a clean bit runs cooler and stays sharp longer.
Need the Right CNC Machine for Your Workshop?
Whether you are dealing with heavy Indian hardwoods or massive volumes of pre-laminated MDF boards, your success depends on having a robust, rigid, and high-precision CNC router.
At Kataria Tech Zone in Amritsar, we manufacture high-performance industrial CNC routers engineered to handle both heavy-duty solid wood carving and high-speed engineered wood panel processing.
Want to optimize your workshop’s production? Contact our technical experts at Kataria Tech Zone today for tailored advice on tooling configurations, machine calibration, and custom CNC solutions!
(SEO Keywords targeted: CNC Routing Solid Wood, CNC Engineered Wood, Feeds and Speeds CNC, Kataria Tech Zone Amritsar, CNC Router India, MDF Tooling, Compression Bit vs Upcut)